Preço razoável da eficiência elevada para a máquina de carcaça contínua do tanoeiro feita em China
CONDIÇÕES TÉCNICAS DO PRODUTO
1. materiais de carcaça: níquel o cupronickel, tanoeiro, bronze, bronze
2. especificação da carcaça: feito-à-medida
PARÂMETROS TÉCNICOS PRINCIPAIS DO EQUIPAMENTO
1. velocidade da carcaça:
Velocidade da tração: 0-64 - mm/s (ajustável stepless)
A velocidade reflexo: 0-64 - mm/s (ajustável stepless)
A melhor velocidade linear da tira: 90-200 - mm/min
2. equipamento elétrico:
Fornalha de derretimento da frequência média: 250 quilowatts
Guardando a fornalha: 75 quilowatts
Trator servo: 3,5 quilowatts
3. máquina de corte síncrono
O poder do motor: 3 quilowatts
Calibre da lâmina de serra: Ф 355
Taxa de alimentação: regulamento stepless hidráulico da velocidade
Calibre vendo: pelotão de cobre, bronze
Apertando o tipo lateral: hidráulico
4. peso de enrolamento do coiler: 4000-5000 quilogramas
Diâmetro interno: 500-800 - milímetro Φ
Diâmetro exterior: Φ 1600 milímetros
5. valor do ruído da unidade: 85 DB (a) ou menos
6. linha de unidade High School: + 1000 milímetros
7. sentido de transmissão da unidade: transmissão direita
capacidade de produção
Um único fluxo: 200-200 largura de banda do kg/h (16 milímetros): 200 milímetros, espessura:
Os parâmetros de processo do terceiro capítulo e a descrição de processo principais
PARÂMETROS DE PROCESSO PRINCIPAIS
Produção: 200-300 kg/h
Escala do controle de temperatura: ℃ 1300 ou menos
Guardando a precisão de controle da temperatura da fornalha: +/- ℃ 3
Empurre e puxe a escala de ajuste: impulso: 0-64 - mm/s +/- 0,1 milímetros (não)
Rachel: 0-64 - mm/s +/- 0,1 milímetros (não)
Escala da máquina de carcaça: para regular a tração: 0-64 - mm/s +/- 0,1 milímetros (não)
Backstepping: 0-64 - mm/s +/- 0,1 milímetros (não)
Velocidade linear a mais grande de moldação da ligação: 0-200 mm/min
Bobinar a escala de ajuste é: role o diâmetro Φ 500 - Φ 800 milímetros
Diâmetro do rolo de Φ 1600 milímetros
A velocidade de bobinamento a mais grande: 250 mm/min
Escala do dançarino: 0,95 a 0,75
Graus da torre do enrolamento: 40 m ou menos
O consumo de potência da unidade: 380-420 KWH/t
DESCRIÇÃO DE PROCESSO
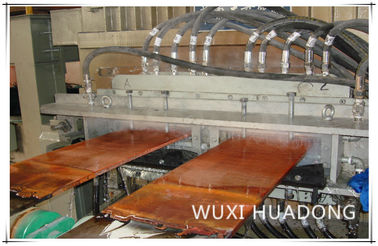
O cupronickel do níquel, tanoeiro, bronze, processo de produção horizontal da carcaça contínua do lingote de bronze da tubulação da tira é como segue:
Cobre eletrolítico à fornalha de derretimento da frequência média, ajuste à fornalha guardando - molde da composição - cronometre refrigerando, refrigerar secundário à máquina do manequim, máquina de corte, bobinando a máquina
Escolha matérias primas como estipulado no arquivo da tecnologia (cobre eletrolítico), se juntará às matérias primas da fundição da fornalha de derretimento da frequência média;
À fundição da fornalha, adicione alguma espessura do agente do revestimento, e regularmente quantitativo adicione as matérias primas, descarga hidráulica na cavidade guardando da fornalha, preservação da boa água de cobre derretida da cavidade da fornalha de derretimento do calor da temperatura líquida de cobre na fornalha, automaticamente controle-as, o cobre na temperatura guardando da carcaça da fornalha e mantenha-as a água em um determinado nível de espaço, cobre sob o efeito do nível líquido, o volume de água no molde, pela cristalização refrigerando do molde na tira, revestem contínuo do boleto conduzido pela máquina do manequim, para formar a forma exigida da laje. A laje na saída for equipada com o dispositivo de medição da temperatura equipado com um sistema de refrigeração secundário, refrigerando a taxa do volume de água pode ser ajustada, temperatura da água, monitoração de tempo real da pressão de água, quando a temperatura da água é mais alta do que o valor ajustado, a pressão de água é mais baixa do que o valor ajustado quando desenho da parada da máquina de carcaça. Usando estes controles, a fim garantir principalmente a temperatura da cristalização, a estabilidade de parâmetros de processo, assegurar a qualidade de produto e a segurança.
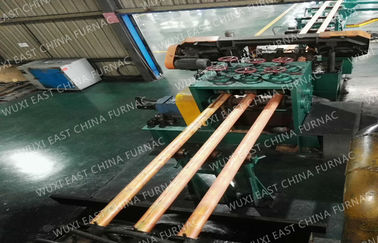
A tira é retirada por tratores, parada do trator e o tempo reverso do impulso é ajustável, se de acordo com materiais diferentes, especificações diferentes, a qualidade de superfície da situação, para determinar os parâmetros de melhor controle e para os ajustar a tempo, conduzido pelo controle de programa do PLC, ciclos da aplicação, parada, backstepping.
A tira após a máquina do manequim para enviar a tira à máquina de corte síncrono.

Fornalha Co. da China Oriental de Wuxi, Ltd
Parque industrial de No.3 Bashi Furong, distrito de Xishan, cidade de Wuxi, província de Jiangsu, China
Pessoa de contato: Joey.Wong
Telefone: +86 510 83788308
Fax: +86 510 83786308
Multidão: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn
 Por favor verifique seu email!
Por favor verifique seu email!